こんにちは、としきです。
今回は、木材の様な仕上がりになるという、Pxmalion Wood(ベースはPLA材)をAmazonで購入したので使用してみました。
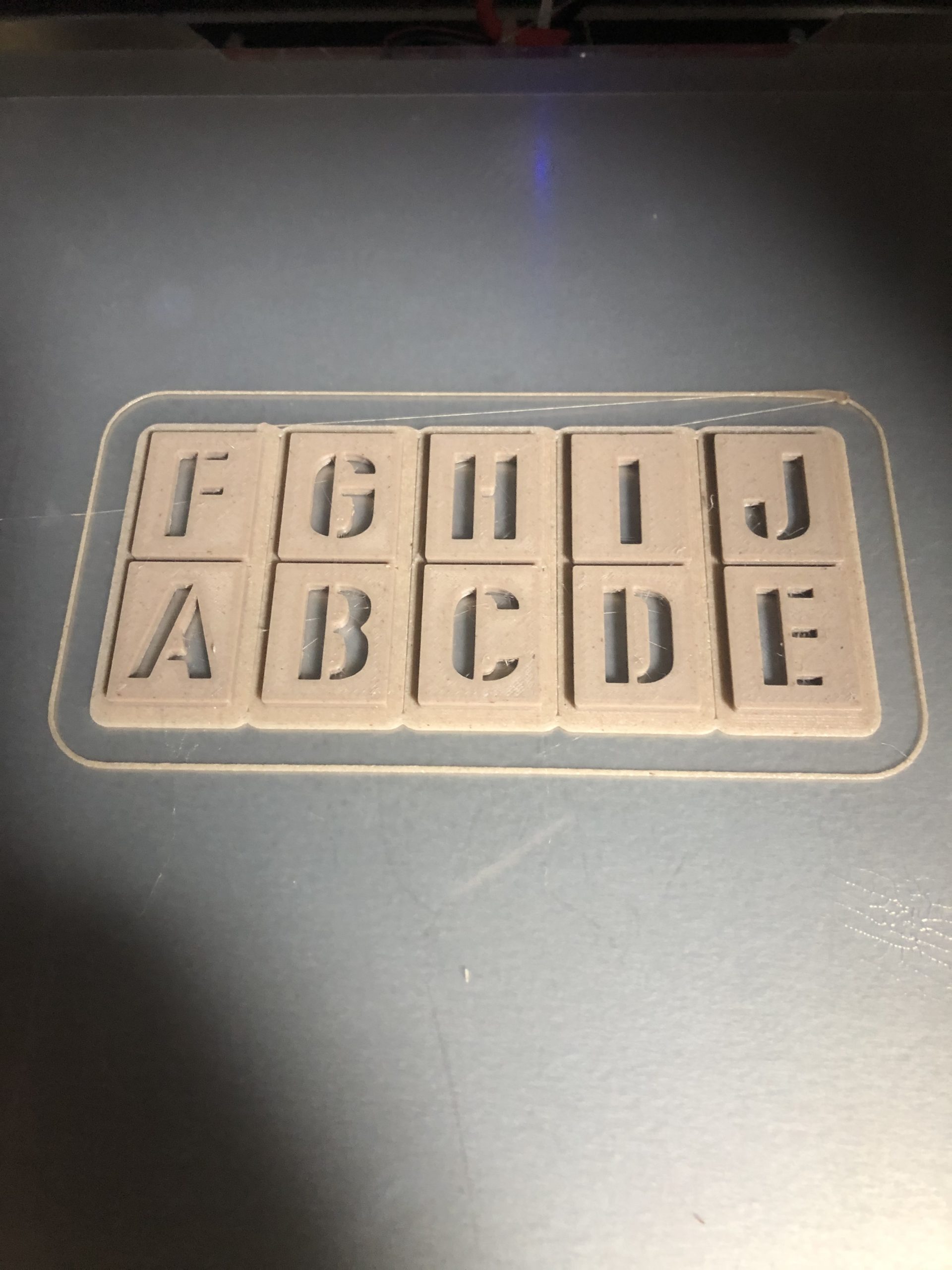
作製したモデルはアルファベットの打ち抜きタグです。
作製環境
・モデリング : Fusion360
・スライサーソフト : KISSlicer
・3Dプリンター : Qholia(クホリア)

うん、質感としては、パルプボードというんですかね?木くずを固めて出来た板のような印象です。見た目も同様ですね。
強度はなさそうなので、細いパーツを作る時には注意が必要そうです。
その代わり、サポート材は非常に簡単に剥がせました。
作製する際のポイント
②3Dプリンター造形時の温度設定
①アルファベットのフォント選択
ABまたは、Dなどはアルファベットの中に打ち抜くと取れてしまう島になっているパーツがあります。
この部分を残すための簡単な手法は、上記写真の様に島のパーツが繋がるフォントを選択することです。
Fusion360は、自身のパソコンに登録されているフォントを選択して、文字を形作ることが出来ます。
ただ、私のPCには初期から登録されているフォントで目的にかなうものがなかったので、ネットからダウンロードさせていただきました。

私は、上記の「50 Blizzards」というフォントを入れましたが、色々なフォントがあるので、ステンシル/フォントで検索してみて下さい。
(フォントをダウンロードできるサイトが見つかると思います)
②3Dプリンター造形時の温度設定
3Dプリンターのフィラメントには、造形時のノズル温度の適正値が大抵ラベルに表示されています。
Pxmalion Woodフィラメントは、190℃~210℃と表示されていました。
そのため、初めに190℃で造形しましたが十分にフィラメントが溶けていないせいで隙間だらけの結果になりました。

装置や、環境によっても変わりますし、条件もノズル温度だけによらないため、一概には言えませんが、私の場合ノズル温度215℃で造形した時が一番きれいでした。
これ以上温度を上げた時には、フィラメントが柔らかくなりすぎて下の層に定着しなかったり、押し付けた後にノズルに引っ張られてフィラメントが上に伸びてしまい、次の層を印刷する時にノズルと接触して造形が失敗したりしました。
フィラメントに表示されたノズル温度は参考と考えて、上手く造形出来ない場合には設定を調整してみるもいいかもしれません。
ただ、低い温度で柔らかくなるフィラメントをあまり高温にするとノズルの中の上方で溶けて固まってしまい、ノズル詰まりの原因になるので低温から様子を見ながらにしましょう。
![]()





コメント